Last October I was invited to join my lumber supplier, Intermountain Wood Products, on a tour of four lumber mills in the northwest region of Pennsylvania. The mills, owned by Northwest Hardwoods (NH), Industrial Timber & Lumber (ITL), and Matson Lumber, supply much of the red oak, white oak, cherry, hard maple, and soft maple Intermountain Wood Products sells.
We all flew into Pittsburgh, arriving way too late, caught a few hours of sleep, and began our day way too early. What a blessing a hot cup of coffee can be! Our first mill tour began at NH’s concentration yard in Titusville, Pennsylvania. A concentration yard is a plant that does not mill the trees into boards, but rather receives truckloads of green lumber that is then graded, stickered, and kiln dried. The Titusville yard receives 9-10 truckloads of oak, poplar, and maple every day, which allows the 12 kilns to dry and stock the yard with 1.5 million board feet of finished lumber at any one time.
The grading process is when a worker walks along the gang plank and visually inspects both sides of every single board that passes through the mill. They each have a hooked stick to flip over the boards and a marking stick to notate the grade of the board, or the steps that need to be taken to increase the boards grade, such as cutting off an end. The graders are some of the highest paid workers because it is up to them to decide what steps can be taken to make a lower grade 1 or 2 common board into a higher grade FAS board.
Mills owned by different companies will use different symbols to notate the different grades and different steps that need to be done to a board to increase its grade. The oak boards above are from the ITL’s Endeavor mill and the white board above is from Matson Lumber Company’s mill.
Later that first day we visited ITL’s Endeavor mill, which was originally built in the early 1800’s.
An old church, which was directly across the street from the Endeavor mill, is a perfect example of the rich history of the Pennsylvania countryside.
The Endeavor is a mill yard, which means they receive and process freshly cut cherry, oak, and maple trees, the majority of which are harvested within a 50 mile radius. The process begins when an off-road forklift loads the trees, which are anywhere between 18″ and 26″ in diameter, into a de-barking machine, which spins the trunk and grinds away the bark.
The logs then travel to the head saw, where the operator has just a few seconds to analyze the defects and and decide how many passes and how much material needs to be remove from each side. The head saw has a mobile carriage that clamps onto the log and travels through a massive stationary band saw style blade. The resulting off cuts then slide onto conveyors to be processed deeper inside the mill, and the original log returns to the starting point, is rotated 90 degrees, and the process is repeated until all of the rounded sides have been removed and the final product resembles a large beam.
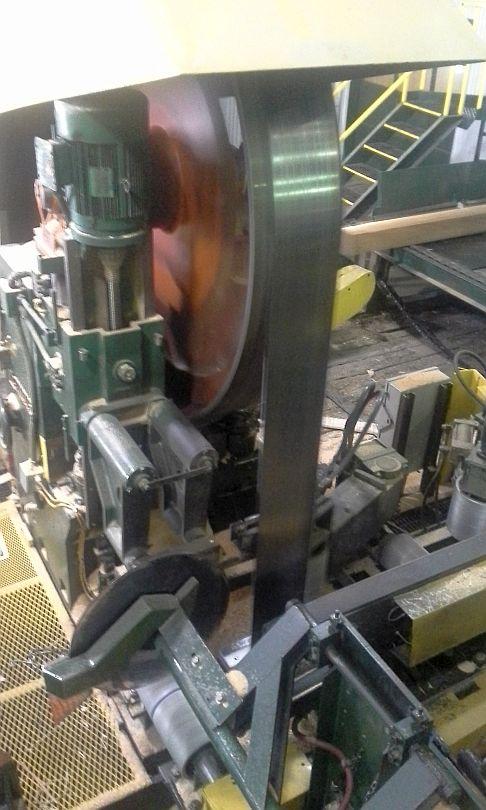
The resulting beam then travels to the band saw where, once again, the operator has just a few seconds to analyze the log and flip its orientation in order to maximize the lumber quality and yield. The operator has to take into account the defects of the log, in order to maximize the grade of the board (FAS vs. 1 or 2 common), and the thickness and cut (4/4 vs. 8/4, flat sawn vs. quarter sawn) required by that days production metrics. Just like the lumber graders, the head saw and band saw operators are among the highest paid workers in the mill. After the logs have fully reduced into individual boards, they travel on seemingly endless conveyor chains to be graded, sorted, stickered, and loaded into the kilns.
I was surprised at how automated the machinery was, employing a dizzying array of laser sensors, flipper paddles, ramps, chutes, slides, and conveyors to sort, move, and stack the lumber, yet how much manual labor was still needed to deal with those independently minded boards that decided to go astray. There is an immense amount of designing, planning, engineering, and work that goes into what seems like the very basic task of moving and stacking boards.
As you would probably imagine, all the mill buildings had a very rich smell of wet wood. The air was never dusty, but given the moisture content, the aroma of oak and maple was all the stronger. It was never harsh or irritating, but I am sure it would get pretty old smelling it all day long, day after day.
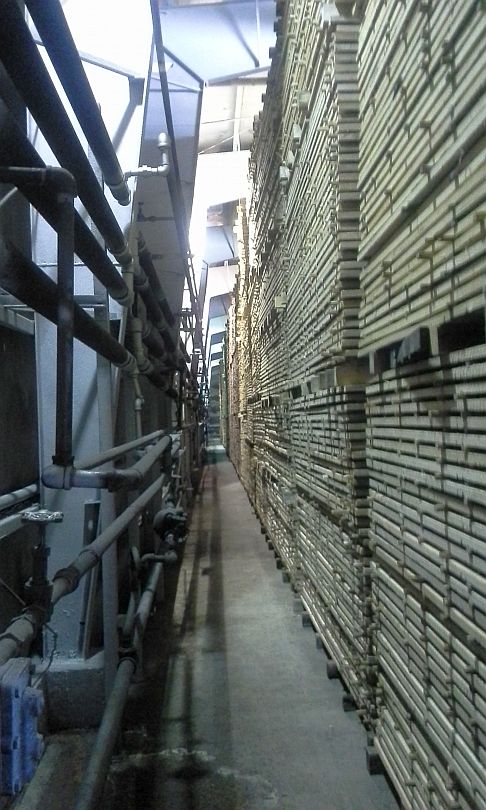
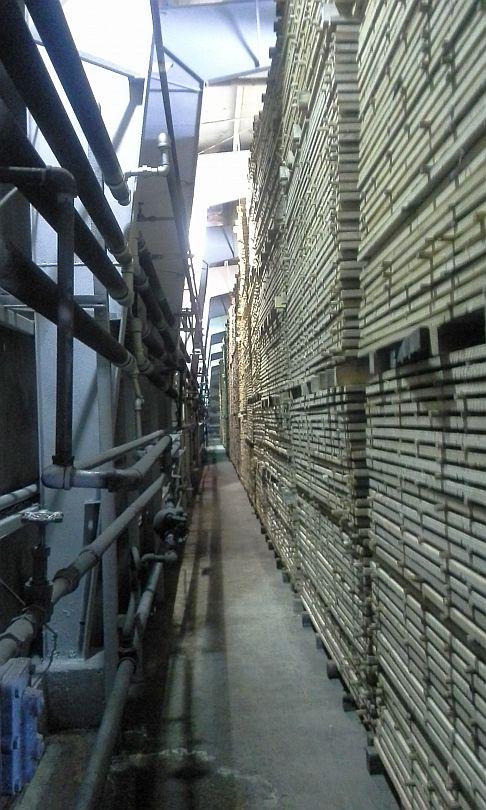
Once a bunk of lumber has been sawn, graded, stickered, and stacked, it is off to the kilns for drying. I will try and accurately recall the process that we witnessed, but given the fact that the process of drying wood is a science and an art, my memory is bound to have some gaps. The bunks of lumber first sit in a pre-dryer, which is just a huge building with tons of fans, where the moisture content of the boards will gradually be lowered from 70% to 30%. They will then be moved into a kiln, where the final moisture content of 8% to 12% will be achieved using 120-190 degree air. Each species of wood spend differing amounts of time in the kilns, with red and white oak needing the most time, at 60-90 days.
The kilns are not just gigantic saunas though. Part way through the drying process they transform into huge steam rooms. This may seem counter-intuitive to the whole drying process, but since the outside of each board dries so much faster than the core, moisture has to be added back to the wood in order to get the shell to the same moisture content. BTW, an active kiln, filled with thousands of drying boards, sounds like a gigantic popcorn popping machine.
On the second day, we visited another ITL mill in Marianville, Pennsylvania, and on the third day, we visited a mill owned by Matson lumber in Brookville. Each of these mills were similar to the Endeavor mill, so not much more needs to be said, except for the fact that the Matson mill also had a Whitney double-sided planer which milled rough boards into S2S stock. The segmented carbide teeth could usually go for 6 months or so before needing to be rotated! Given the feed rate of one 8′ board every 2 seconds for 8 hours a day, each blade is capable of planing somewhere in the neighborhood of 14 million feet per blade!
In the next installment, I will talk about our trip into the forest to see how the trees are harvested, the economics of being a sawyers, and the whiskey industry’s insatiable appetite for white oak.






































Have something to say? Share your thoughts with us in the comments below.