
Improving the efficiency of a vacuum system does not just rely on choosing the right vacuum pump. Much of the long-term performance is influenced by how the vacuum process is designed. This includes factors such as energy consumption, productivity, and operating costs.
Typically, efficiency is defined not only as the reduction of resource consumption, but also as an increase in productivity. Smart choices at the outset of designing a vacuum system can therefore have a profound impact on efficiency over its whole life. This article explores four key considerations that can help in the design of more efficient vacuum processes.
1. Multiple pumping stages can improve energy efficiency
In many vacuum applications, especially those that require rapid pump-down times or low ultimate pressures, using a single vacuum pump to cover the full pressure range can be inefficient. A more effective approach is to use multiple pumping stages, typically by combining a backing pump with a vacuum booster.
How it works:
- Each vacuum pump can operate within its optimal pressure range, avoiding the need to operate the backing vacuum pump at lower pressures where it would be less efficient.
- Pumping speed is improved at lower pressures. The combination of a backing vacuum pump and a vacuum booster achieves pumping speeds at low pressure much greater than the backing pump could alone.
- Smaller vacuum pumps can be used without compromising performance.
For example, a vacuum booster used in conjunction with a dry screw or rotary vane backing pump can significantly reduce energy consumption compared to a single large vacuum pump. This is because vacuum boosters have excellent volumetric efficiency and can increase the performance of a vacuum system by up to a factor of 10.
Designing a vacuum system with the appropriate number and type of pumping stages ensures the system meets process requirements without excessive energy consumption. This staged approach is particularly beneficial in vacuum packaging, drying, or degassing processes where evacuation or processing time is critical and high pumping speeds are often required.
2. Handling vapor loads through pre-condensation
Processes that generate large volumes of vapor, such as drying, evaporation, or solvent recovery, present a challenge for vacuum systems. If vapors are drawn directly into the vacuum pump, they can condense inside the equipment, reducing performance and potentially causing long-term damage. One widely used solution is the installation of a pre-condenser upstream of the vacuum pump.
Benefits of pre-condensation:
- Reduces the vapor load that reaches the vacuum pump, preventing condensates collecting in the pump, which improves vacuum pump longevity.
- Improves vacuum stability, as condensates can result in inconsistent pumping performance.
- Can reduce the required pumping capacity by up to 70%, depending on the process and vapor type, as the condensed vapor no longer needs to be evacuated by the pump.
Some vacuum pump technologies, such as liquid ring vacuum pumps, offer built-in benefits in handling vapors. The liquid ring acts as a condenser, removing vapors from the gas stream and improving the effective pumping speed without external equipment.
In any case, assessing vapor loads during the process design phase and planning for condensation management can significantly improve system efficiency and reliability.

Image source: Busch Vacuum Solutions
3. Preventing efficiency losses
In certain vacuum processes – especially those involving moisture, solvents, or fine particulates – condensates or process liquids may enter the vacuum pump. If these are not properly managed, they can reduce system efficiency and performance over time.
Design strategies to prevent these problems include:
- Use materials/coatings resistant to corrosion and chemicals.
- Installing gas-ballast systems to allow non-condensable gases into the vacuum pump. Opening the gas ballast opens a pre-outlet valve allows the vapor to vent from the system before it condenses. This prevents internal condensation.
- Designing for condensate management is particularly important in systems that operate intermittently or that process gas compositions with high condensable vapor loads, such as in drying applications. Maintaining clean, dry internals is not just a maintenance task; it is also a design responsibility if long-term efficiency is to be achieved.
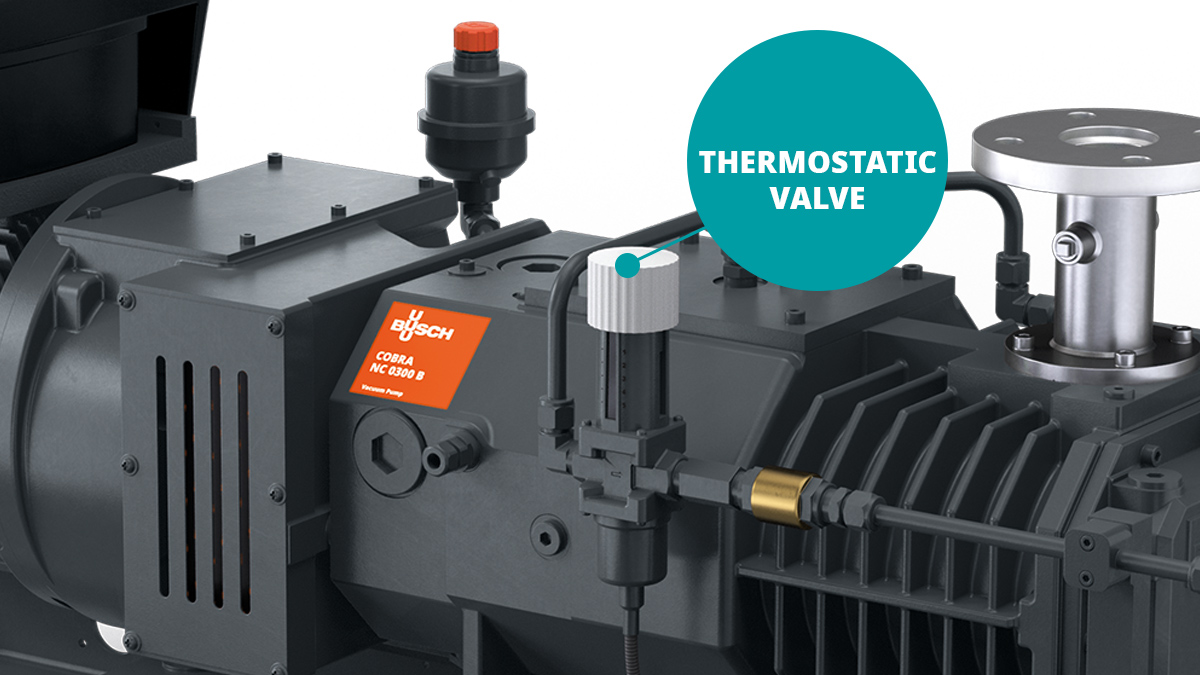
Image source: Busch Vacuum Solutions
4. Controlling vacuum pump operating temperature
Vacuum pump performance can be influenced significantly by operating temperature. If a vacuum pump runs too cold or too hot, its efficiency and lifetime can be affected. When it is too cold, condensation may form inside the vacuum pump, especially in humid or vapor-heavy processes, such as drying applications. This can lead to emulsification of oil, corrosion, or unstable pumping performance. On the other hand, elevated temperatures can cause thermal degradation of oil, increased wear, or polymerization of process gases.
The optimal operating temperature depends on:
- Vacuum pump type (e.g., dry vs. oil-lubricated)
- Process gas composition
- Ambient environmental conditions
- Type of lubricant oil used
Where there is a risk of condensation or polymerization, vacuum systems should be designed with vacuum pump operating temperature in mind to ensure efficiency is maintained and the system remains reliable over time. Cooling systems, ambient ventilation, and thermal insulation may all play a role in controlling vacuum pump operating temperature.
Additionally, operators should ensure that:
- Vacuum pumps are allowed to warm up to operating temperature before they are exposed to the process
- Operating cycles are long enough for the vacuum pump to generate sufficient heat to keep temperatures within the optimal range
- During shutdown, vacuum pumps continue to run after they are isolated from the process to allow condensates to clear.
Note that the above warm-up and shutdown steps are often automated.
Vacuum system efficiency begins long before the vacuum pump is switched on. The design of the process – including how vacuum is generated, how vapors are handled, how contaminants are cleared, and how operating temperatures are managed – all play a crucial role in determining energy use, maintenance need, and overall system productivity. By considering the four areas outlined in this article, vacuum systems can be built to operate more efficiently, more reliably, and at a lower cost over their lifetime.
Source: Busch Vacuum Solutions, part of The Busch Group. For information, call 800-872-7867 or visit buschvacuum.com.




Have something to say? Share your thoughts with us in the comments below.