
What if I told you that one of the leading spindle failures has nothing to do with the spindle itself or the machine? What if I could prove it’s the tooling, not the spindle?
One of today’s leading failures on woodworking machines is spindle failure caused by worn or unbalanced tools. It is not due to natural fatigue of the bearing as is typical in metal working.
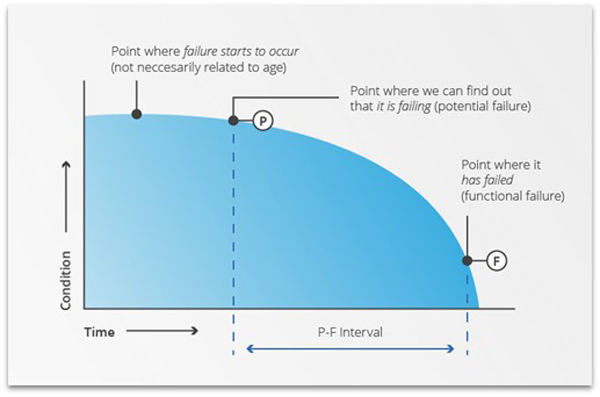
Normally a bearing fatigues naturally without outside force as it follows the P to F curve to failure. It is a natural process and can be extended with proper predictive and preventative maintenance. Other outside influences will cause a spindle to fail no matter how much preventative maintenance you accomplish. The number one issue in the woodworking CNC world is unbalanced tooling.
Different tolerances
During my time working with spindle customers in the woodworking industry I have seen more and more of these unbalanced tooling issues using our iPad vibration analyzer. You might ask yourself, “Why is this more prevalent in wood than in other industries?” The explanation is quite simple: The tolerances are so different when comparing wood to metal.
In much of the metal industry, tolerances are within microns plus or minus. In much of the woodworking industry, the tolerances are more relaxed, usually around .002 of an inch or greater. When dealing with metal cutting, an unbalanced tool is always noticed with surface finish problems, oblong drill holes, runout issues, and out-of-tolerance parts. You cannot properly do precision machining with an unbalanced tool. For years it was commonly monitored using vibration analysis, precision indicators and dynamic balancing.

With the more relaxed tolerances in woodworking, the holes don’t have to be exactly round, and surface finish and size tolerances are not as critical to create a good wood product.
Lack of tight tolerances allows companies to use worn or cheaper unbalanced tools while still cutting at high speeds for fast production. The problem goes silent and undetected, and the spindle and bearings are under incredible stress as a result.
Balance scale
The balance scale for machining was written in 1940, and G2.5 grade scale balance is still what many tool holder manufacturers are producing tool holders at. But the G2.5 balance specification in ISO 1940-1 is no longer practical, technically possible, or economically feasible in today’s advanced manufacturing environment.
A new standard is being developed that applies to all of today’s relevant variables for safe and productive machining: ISO 16084. When ISO 1940-1 was written, spindle speeds were 4000 RPM. At today’s spindle speeds we need to be at G1 or even G0.4 balance grade.

I want to give a great example most people have experienced. We all have been in a car with unbalanced tires. Despite the uncomfortable fatigue coming from the steering wheel, any mechanic will tell you that unbalanced car tires will lead to mechanical failure. Front end component wear, uneven tire wear and even damaged wheel bearings are a result. Keeping this in mind, an average car tire is two feet in diameter and runs at 60 MPH, which equals 840 RPM. An average woodworking spindle runs at 15,000 to 22,000 RPM. Imagine how much more damaging energy is coming from the spindle versus an automobile.
Why it’s crucial
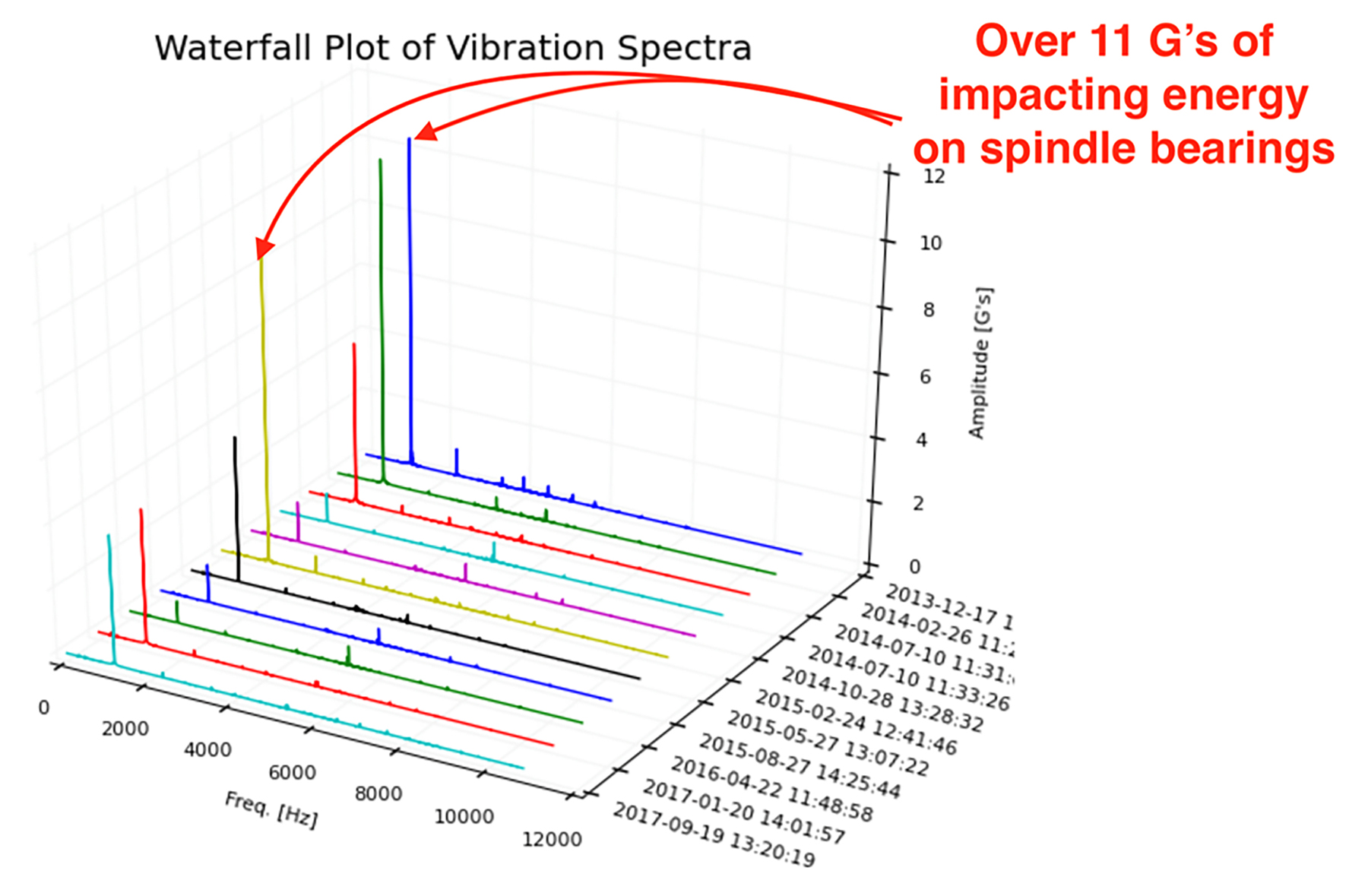
So, you ask yourself, “Why is balanced versus unbalanced tooling such a big deal?” Let’s go back to the first paragraph and talk more about the impact on bearings.
When a spindle is running balanced, it is running true center. There are no heavy spots to cause the bearings to put force on the inner or outer raceways to cause cracking, delamination, or extra friction. The extra friction causes the lubrication to break down. Imbalance also puts stress on all the rotating parts in the spindle, causing worn shaft and housing journals. It even will destroy an auto tool clamping system inside the spindle.
When you introduce an unbalanced tool at spindle running speeds, the life of that spindle has been cut drastically, and repair cost goes up over 50 percent.
Spindle vibration analysis
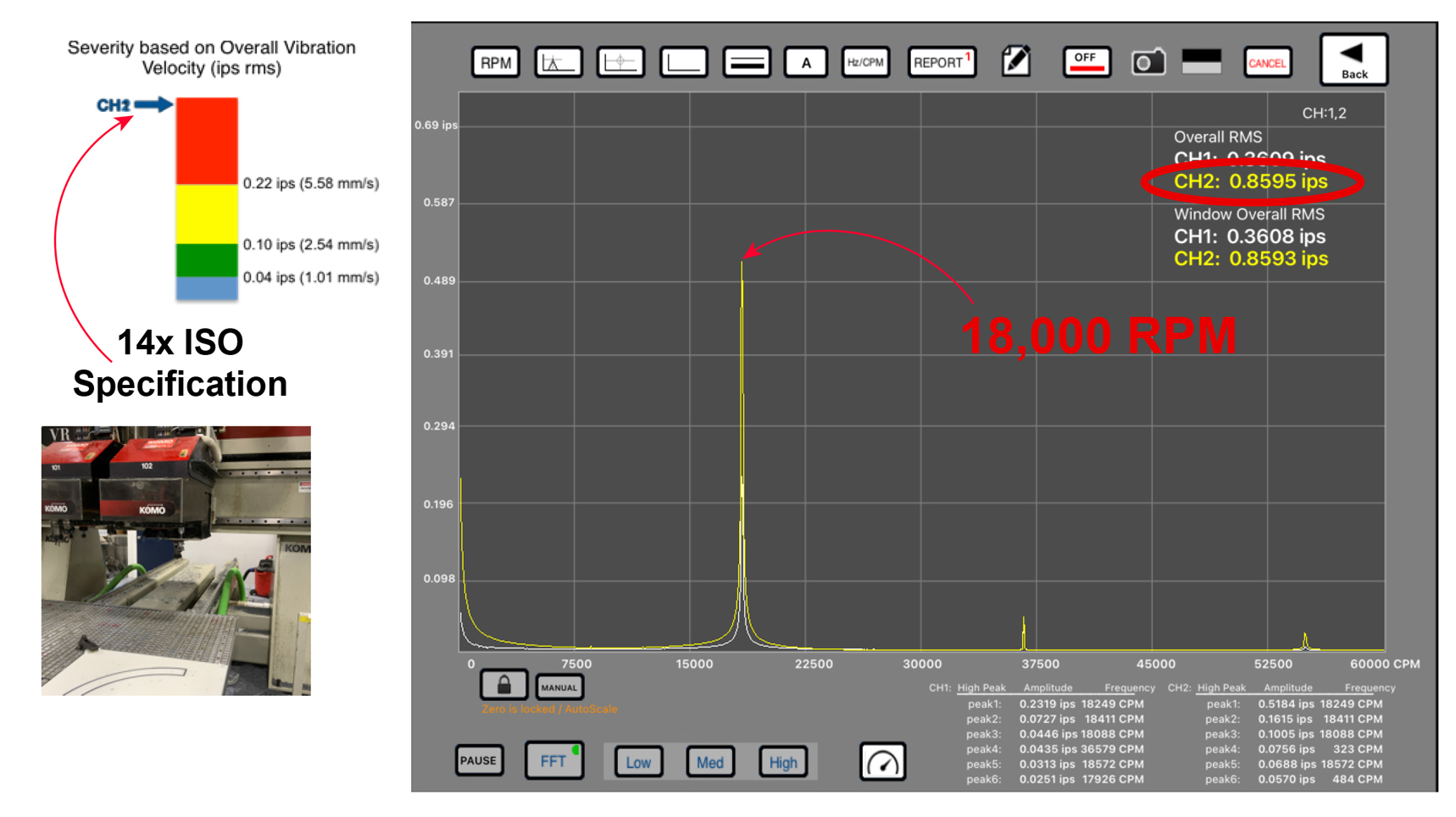
GTI conducted a test at a customer’s site cutting plastics and wood on a CNC routing machine. We compared a standard collet chuck tool holder to a precision ETP Hydraulic tool holder. Both tools were inserted into a HSK 63f spindle running 18,000 RPM using a full vibration spectrum analyzer.
The results are very clear. (See charts above.)
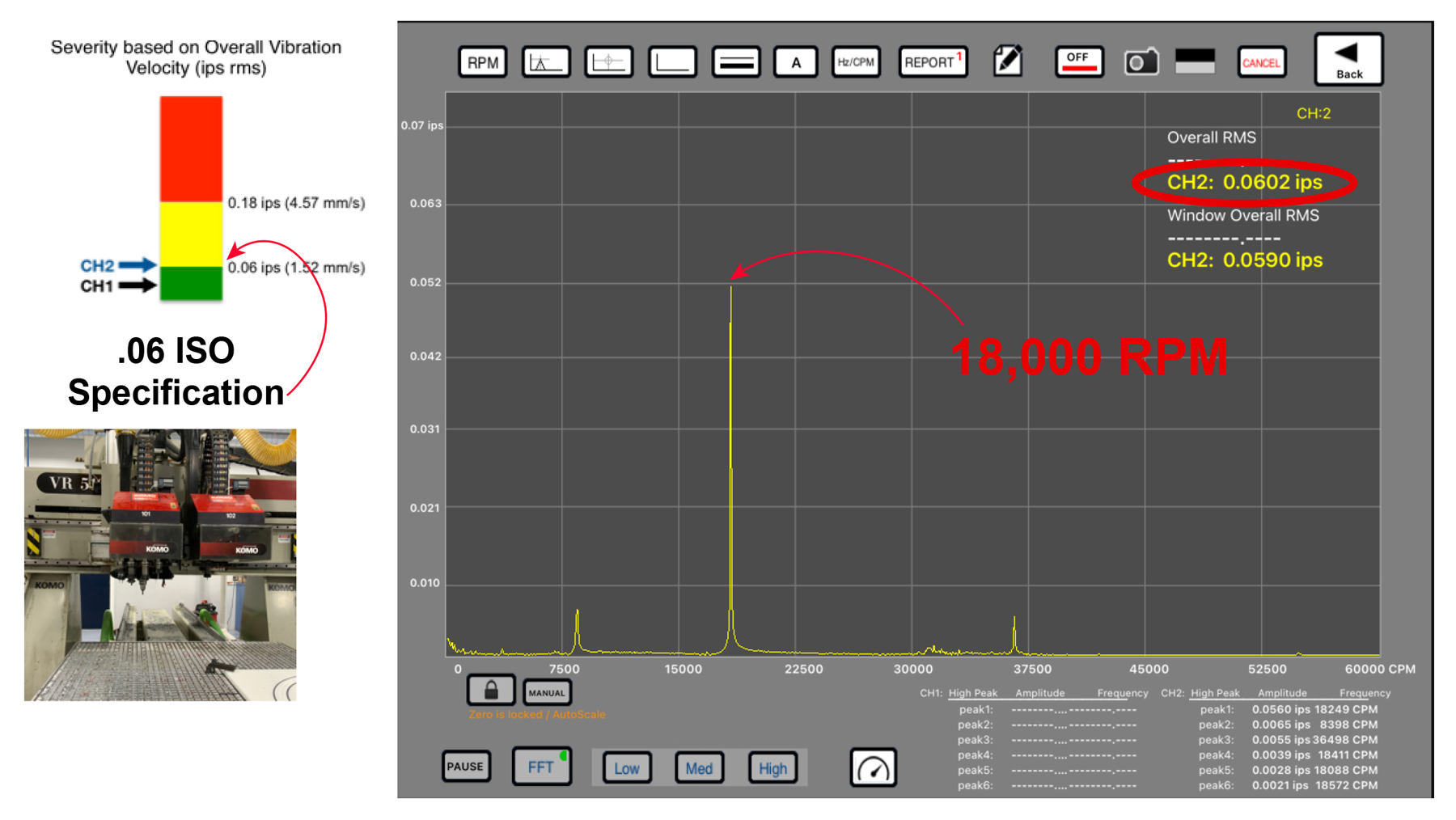
The standard collet toolholder showed .8595 in/sec of unbalanced energy at 18,000 RPM. This is 14 times over the ISO specification for spindles. The precision ETP Hydraulic toolholder showed .062 in/sec keeping the spindle at ISO spindle specifications.
This should give you insight to help your spindle and machine run. Consider a better spindle maintenance program.
Source: Thomas Hoenig, president at GTI Spindle Technology, is an established authority on CNC machine tool spindle analysis, preventative maintenance and spindle repair. He started GTI Spindle 25 years ago, and more recently GTI Predictive, building the businesses to 4 locations in the Northeast, Mid-Atlantic and Midwest US. He recently spun off GTI Predictive to B&D Industrial. For information visit gtispindle.com or call 888-473-9675.




Have something to say? Share your thoughts with us in the comments below.