With customers ranging from furniture manufacturers to Nordic Track and American Athletics, curved plywood components manufacturer Bruex Inc. is “pressed for success” following recent investments in technology and programming software.
Bruex was founded in 1991 by Bruce Johnston Jr. and Rex Shoemaker; in 1992 Johnston became the sole owner of the Lenoir, North Carolina-based company. Eight years afterward, Keith Johnston acquired the company and added sports equipment, such as rails for Nordic Track and springboards for American Athletics, to the roster of products made by Bruex.
See sidebar below: Family history of innovation
Soon after taking over at Bruex, Keith Johnston restructured the system and implemented changes. “The whole business has changed so much,” he added. “In 2000, there were 32 curved wood manufacturers – now there are only seven.”
Among the steps taken to lean the business were the elimination of the second shift and the reduction in employee numbers from 55 in 2000 to a crew approximately one-third the size. Currently, there are 20 cross-trained employees on the shop floor, with work progressing more efficiently than ever. This is due in no small part to the investment in a top-line 5-axis CNC router and powerful CAD/CAM software to run it.
Technology investments
The first machine you see when you walk onto the Bruex shop floor is the 5-axis Bacci CNC router. Just beyond it are rows of cold press machines. Towards the back is an older Wesflex 3-axis router that’s still going strong, six radio frequency machines, and the area where programming guru Dennis Garcia works his magic.
An experienced programmer who initially joined Bruex as a consultant, Garcia brings with him a bank of knowledge programming Mastercam CAD/CAM software for wood applications in the furniture industry, having been trained at Henredon and as an applications specialist at Barefoot CNC, Johnston’s local Mastercam Reseller.
With the new technology in place, complex orders that Johnston would either reject or accept knowing there would be a considerable time commitment, are now doable. “It has opened many doors for us because it’s allowed us to go out and compete with the remaining curved plywood industry left in the U.S.,” said Johnston. “Once the news spread that we got into 3- and 5-axis cutting, it was like the switchboards lighted up.”
Over the past year and a half, Johnston said he has witnessed a shift in the furniture making business, in that the contours and shapes of the furniture are becoming more detailed and more varied, requiring different cutting and boring operations than in his grandfather’s day.
“Most of the wood product that’s coming into a curved plywood plant are rotary-cut, sliced-face, or sliced-cut veneers,” said Johnston. “We build our panels out of the rotary-cut poplar or gum veneers, buying from every mill in the U.S. In the case of sports equipment, the veneers will have either a hard white maple, domestic beech, or Euro beech face. For more formal furniture, orders range from sliced veneers in mahogany, cherry, and American walnut to laser-cut veneers with more intricately cut designs. All veneers are laminated to the specifications of the customer,” he added.
Garcia also noted that grain direction is the most important consideration when cutting the veneers. If he cuts across the grain, he’ll generate chips and tear-outs at the end. “When we run counterclockwise, we get a better finish on plywood than running clockwise because of the way the spindle rotates and the direction of cut,” he said. The 5-axis machine also enables them to produce more difficult curved plywood parts.
The software is the brains of the whole operation, Garcia added. “If we didn’t have it, we’d be out at the machine with a tape measure and calipers trying to type everything by hand. Now, it’s a whole lot quicker and easier to keep these machines running.”
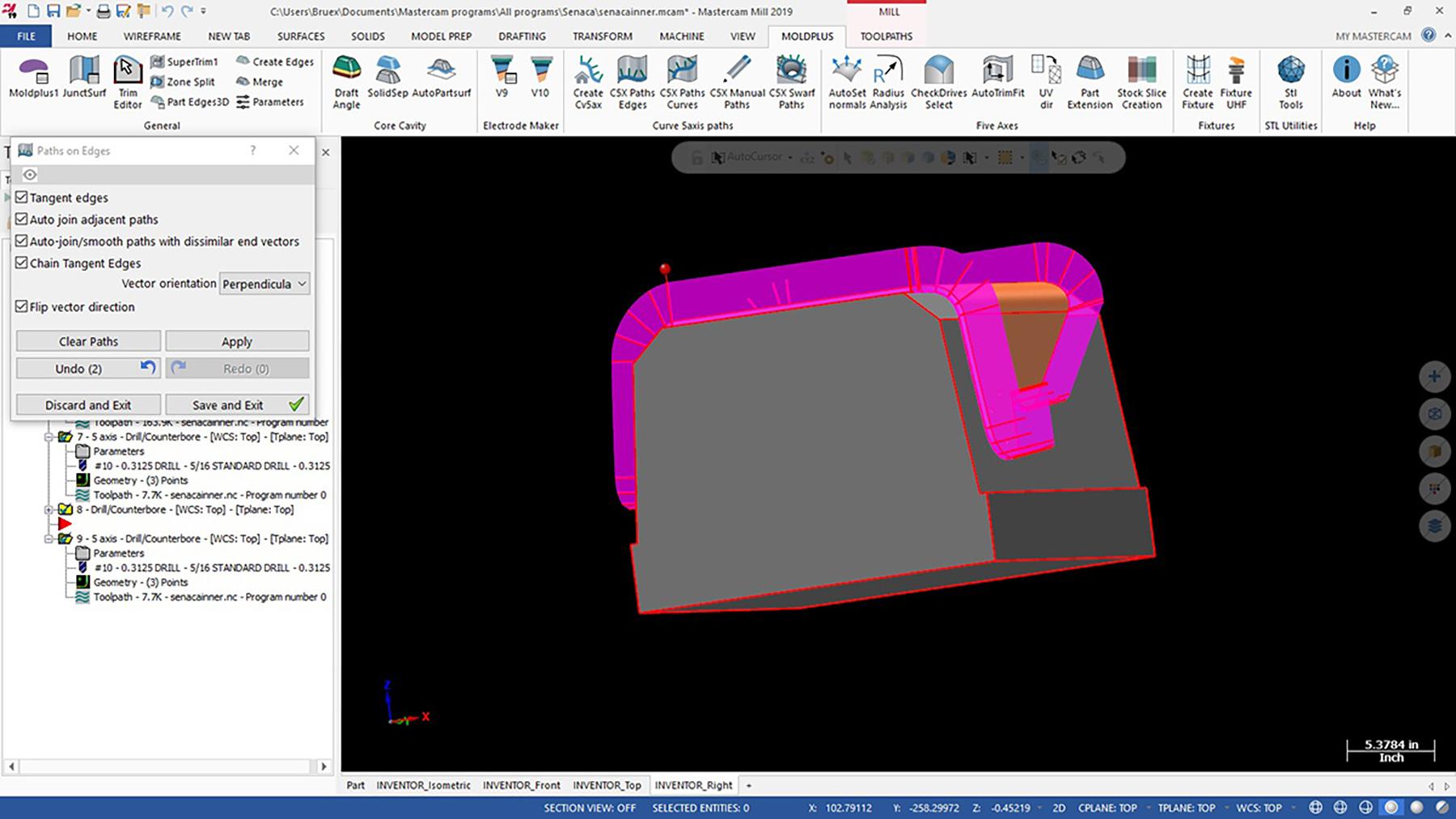
Garcia uses many of the software’s Surface and Solids functions, including MoldPlus for Mastercam (MoldPlus, SA), which allows programmers to create and manipulate complex curves and vectors for 5-axis trimming. Users also can create curves in STL files; heal, fill, or join surfaces; and slice parts among other operations.
“I use MoldPlus a lot to get vector lines for the 5-axis so that I can drive the machine in a certain direction,” Garcia added.
Also integral is Master3DGage (Verisurf Software,) which is used in conjunction with a 6-axis portable CMM to provide a fully automated 3D inspection process in three steps, within the Mastercam user interface. The Master3DGage arm is also used to reverse engineer parts, Garcia explained. He also is able to align a manufactured part to a 3D CAD model by probing the part to corresponding alignment targets on the model.
Garcia said he favors 3-axis toolpaths for day-to-day jobs, using Mastercam’s Router Suite of CAD/CAM tools, including Curve/Drill 5-axis which cuts a 3D chain on surface edges and simplifies the creation of 3- to 5-axis drilling output for holes within a part. The multi-axis solution allows Garcia to perform 5-axis multi-surface operations such as roughing and swarf fanning, and 4-axis, rotary axis, and roll die programming. He also programs roughing and finishing processes within the same toolpath.
Improved production
Johnston said he has marveled at the number of cutting and sanding steps that have been eliminated through the capabilities of the 5-axis router and the software. For example, the Bacci 5-axis also allows the company to cut adjoining chair seats and backs, and complete all bore holes in one cycle, rather than the previous four.
“There’s an excitement level here at Bruex and where we’re going with our new capabilities,” Johnston said. “There’s the speed, the accuracy, the safety measurements that need to be calibrated – all are done on the machine. We no longer need to pull people from one department to finish up a job in another department. The routers are doing the majority of this stuff for us.”
Johnston described how one customer has a standing order for an X-pitched base for a chair ottoman, with a certain pitch to it to balance the assembly. A high level of consistency was needed because the assembly was the base product for the ottoman.
Before, Bruex would build the plywood to the customer specifications, then edge and cut the panel on bandsaws before heading to the saws with dado blades to notch out the boards. However, if for some reason the dado blade could not be used to notch one of the boards, it would require them to go back to the bandsaw to cut the notches. “If my saw wasn’t accurate, it wouldn’t sit on the floor properly,” he said. “That increased the need for more prepping, sanding, etc.”
Now instead, Garcia has digitized the whole operation on the 3-axis router. Johnston noted, “The accuracy is dead on. Every single one of the assemblies is coming out exactly the same. He’s making the notches where they fit into each other. Everything is consistent and tight.”
Crews now are also free to produce the side and back rails, and the top back rails of these furniture pieces. Garcia added that the next plans are to eliminate the overhead pin router and spindle carver, leaving just three steps of the original nine to be done separately.
The addition of the company’s radio frequency division also has helped speed up the process and allows Bruex to cut more drastic curves and work with exposed woods for furniture, case goods, and other products. It has also been instrumental in expanding Bruex’s work with sports equipment, such as water skis, snowboards, and skateboards.
Bruex has been able to remain competitive with its overseas opponents by offering custom flat and curved plywood frames, as well as solid wood frames, and by using technology to optimize the production process. “It has added another spectrum to our capabilities. We [will continue to] keep growing, depending on what we’ve been able to do with the routers,” and software technology, he said.
Family history of innovation
Keith Johnston comes from a long line of woodworking innovators. In addition to his father Bruce Johnston Jr.’s endeavors, his grandfather, Bruce Johnston Sr. patented the process of cold pressing curved plywood.
According to the patent, which was awarded in 1975, the process involves taking “one innermost and two outermost veneer sheets, each having a grain and two major surface areas.” A coating of PVA is applied to both major surfaces of the innermost sheets and one of the major surfaces of both of the outermost sheets. After assembling the sheets in a pile, they are pressed into a consolidated composite at room temperature. Part of one of the pressing surfaces is curved. The sheets are pressed for 18 minutes resulting in plywood panels that are resistant to cracking and splitting during conventional machining processes.
After perfecting the technique, Johnston Sr. founded Sterling Bruce with a pending patent in 1977, and ran the company until he sold it in 1985; Johnston Jr., continued to run the business for the new owners until he started Bruex Inc. in 1991 with business partner Rex Shoemaker. Johnston Jr. became sole owner in 1992, and eight years later, Keith Johnston took over the company.








































Have something to say? Share your thoughts with us in the comments below.