
Would you say your factory is completely under control? You know exactly what’s going on at each station, your people know where they should be, and when, everyone knows whether they’re having a good or bad day, and you know exactly what data to base every decision in the entire factory. If this is you, you can stop reading.
On the other hand, if your factory feels more like the tail wagging the dog, and every day starts with that sinking feeling a cowboy has just before the gate flies open on his bucking bronco, then this one’s for you.
Factories are complex living organisms where things change in a moment’s notice. If you try to react to each of those changes as they happen, then, oh boy, you’re in for a rough ride!
For this lesson we’re going to dig into our Theory of Constraints (TOC) toolbox and think like a physicist. A core belief shared by all physicists is, “There are no complex systems in reality.” If something’s complicated, we created it.
Consider for a moment, your shop has 30 work centers from sales to engineering that all need management, and that at any moment one or more could go wrong. A physicist would look at that and say right off the bat, “30 is too complicated, must be less.” So, then the search begins for which one work center determines what happens at the other 29. And how do we know it’s one? Well, we don’t. But that is the core belief, so we search for it. I will give you a shortcut.
Rather than search forever to find this point, I prefer a more controlled method: I just create it. We will refer to from here on in as “the control point.”
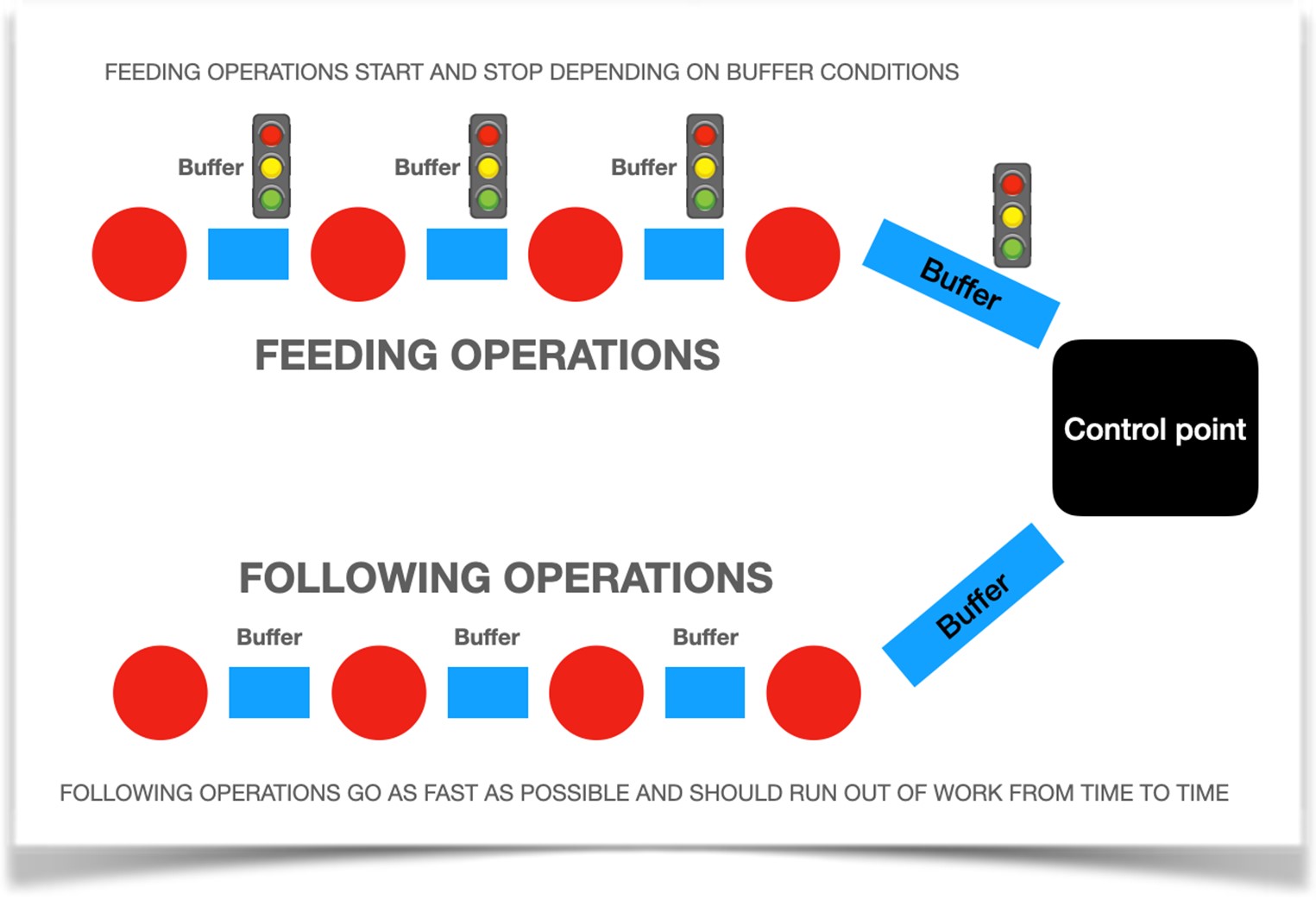
First, let’s discuss where the control point should be, I suppose technically it could be anywhere, but I prefer somewhere in the middle of the whole operation. That allows us to create several feeding operations and several following operations. Typically, the control point is typically where assembly happens.
Next step, calculate the process time of the control point. This is very easy since this point determines the throughput of your entire organization. What does that have to be to meet customer demand and/or profitability targets? For this example, let’s say you have to make 100 widgets per day. Get some good data on the capacity of your control point, and in this example of 100 widgets per day we have 4.2 minutes per widget. Set up your cell so it can do this with a small buffer of time let’s say between 4 and 4.2.
Well, the hard part is done! Since this is the point at which we will determine the throughput of your entire factory, and it’s calculated at what the company requires, [trick question incoming], can this station ever run out of work?
If you said no, you’re only sort of right. “No” does not have the level of urgency I’m talking about. If you said, “Heck, no, never, oh my God no!,” then you’re barking up the right tree. When I say, never, I mean NEVER! so you have to protect your control point at all costs. Now that I’ve got you all worked up, don’t worry there’s an easy way to do it.
All we have to do is put a buffer of work right before the control point. The size of the buffer is determined by Murphy’s Law, but how big is Murphy? What I mean is when things go wrong in any of the feeding operations how long till you’re up and running again? That’s how big the buffer should be, so when the typical things go wrong, your control point never runs out of work.
Good news! You’re on the homestretch. You need one more important buffer after your control point. It should be about the same size as the buffer before the control point, but this one should stay fairly empty. It’s only there so if something goes wrong after the control point we have somewhere to keep putting product until the problem is solved and flow is resumed again. The only thing left to do is go to all of your feeding operations and all of your following operations and make sure they are just slightly faster than the time set at your control point. In this example, as we set 4.2 minutes at the control point I would ensure that all feeding and following operations are between 3.8 and 4.0.
If this is set up right, it should force shutdown of work centers around the shop every now and then. The only one that works 100% of the time is the control point. If you try to balance all your stations at the exact same time, that would mean when one misses a beat, they all pay that penalty. You want to have built in the capacity to deal with a problem and the ability to catch back up without affecting the control point.
Check out our video where we implemented this strategy, and saw a significant increase in throughput.
Control points also offer solutions to questions, such as where should I invest capital?, Which machine should I buy? Do we need to hire more people? Knowing the heartbeat of your factory lets everyone make better decisions.
If you need help setting this up in your factory, we’re only a phone call away, if you enjoy small doses of lean each day, consider following me on TikTok, search for lean maniac where we do daily tips and tricks.




Have something to say? Share your thoughts with us in the comments below.