| |
| Compound miter joints and Pura coating are key in Fluent desking systems. |
Kimball Office, a unit of $1.2 billion Kimball International, serves market segments where highly functional interiors intersect with top quality design. “We are in a fashion industry,” explains Kent Reyling, director, market education for Kimball Office. “But we have to make things that are practical.” Notes Paula Schmidt, director, marketing communications. “We aren’t trendy, but we are progressive to provide lasting designs.”
As businesses move to services, office interior designs must accommodate electronics and a shift to collaborative workspaces, leading to more open formats, and modular components that can be reconfigured quickly. One example of a Kimball Office contemporary design is “Hum. Minds at Work,” a mixed material open plan product created after 4.5 years of research into worker behavior and cognitive ergonomics. Other examples: Prevail, with European hinged cases that harbor wiring; Xsite and Cetra, with veneers over metal; and systems using work surfaces with thermofoil, a heavy duty molded vinyl applied to wood composite.
The most recent example of Kimball Office contemporary offerings is its Fluent desking system, which includes wood components mixed with glass and resin materials. Most offerings meet BIFMA level one and indoor air quality standards, and can help Kimball Office customers attain LEED certification.
Kimball Office’s contemporary designs “are very capable of handling today’s office technology needs,” says Reyling, as employees increasingly move “out of the office, and into collaborative settings.”
These designs must also be translated into products that can practically be produced in reasonable time frames. Kimball Office manufactures everything to order, not for inventory, producing more than 17,000 SKUs for various products from its catalogs of components, most shipped within 15 days of order.
Kimball Office pushes the limit of possibilities in manufacture of both wood-based and other office furniture, workspaces and work surfaces. Kimball Office manufacturing is on a continuous gradient of improvement; all its plants — Post Falls, ID, Salem, IN and Jasper, IN, near headquarters — are registered to the ISO 9001 Quality Management System.
Kimball Office originated the concept of “quick ship” for the wood office furniture industry, but now builds virtually everything to order. Incoming order data directly drives operations.
Recently Kimball Office made another significant leap in its process manufacturing, developing a proprietary UV-cured finish so durable it allows assembly of fully-finished components.
The process is particularly noteworthy, say Kimball Office executives, because it assures office air quality by eliminating off-gassing. The coating, branded Pura, resists cracking, migration of chemicals from vinyl, is abrasion resistant, and withstand solvents, even acetone. Pura coatings themselves emit no VOCs during production or after. “When Pura comes out of the UV curing line it is as hard as it will get,” says Steve Brewster, corporate sustainability manager.
The new manufacturing process incorporates three key steps: CNC machining; wood colorants cured then encapsulated in Pura coating; and product assembly.
These three steps see their ultimate expression in the production of the Kimball Office compound miter joint, which, coupled with Pura is a patent-pending component of the Fluent line. The fully “encased” joint seals the wood on all sides, allowing repeated production of a difficult joint that is strong.
Despite the fact that thousands of wood components are machined and sanded during the production process at the Jasper facility, there is little dust. A plant-wide system collects the dust while waste from the machine lines heads to a hogger. Accu-Systems and Morbidelli units handle the 13 machining specifications used in the compound miter joints.
“Not only do we have the compound miter, we have found a way to mass produce it,” says Brewster. “It is so unique.”
Kimball Office sees this development as delivering big market advantages, assuring furnishings meet BIFMA voluntary standards for indoor air quality, and providing efficiencies, since the durable finish is instantly ready for the rigors of assembly.
| |
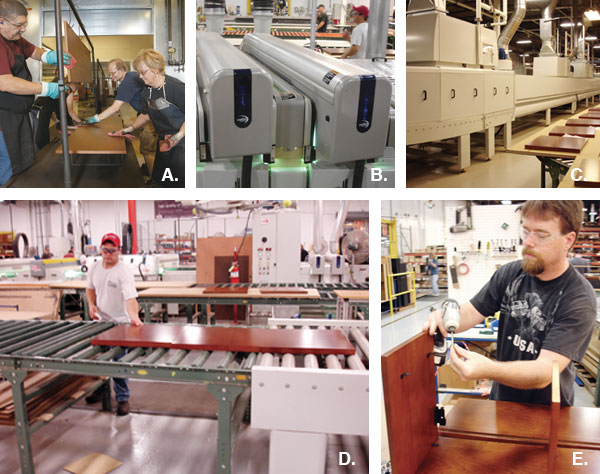
A. Stain wiping before the curing tunnel will be followed by a final hand roughing to assure
adherence of the Pura coating to follow.
B. A Cefla roll coater applies Kimball Office Pura coating in 100 percent solids form to flat pieces.
C. Coated wood moves in parallel after exiting the 150-foot-long curing tunnel, which evaporates
coating dispersants, terminating in a flash UV cure of the Pura coating.
D. Wood panels are inspected for color accuracy and quality at numerous points along the line.
E. The Pura coating system allows assembly of fully finished wood product components.
|
Applying the CoatingPura is applied in two ways: for complex shapes, Pura solids are suspended in a water-based formulation and sprayed on. For flat panels, Pura is applied in 100 percent solids form in a Cefla precision roll coater. “When we spray, we reclaim the overspray from the reciprocating sprayer,” notes Brewster. Overspray is reconstituted and re-used. With the roll coater, “because there is no mist you get 100 percent usage,” he says. To minimize overspray, the
Cefla reciprocating spray chamber targets to spray just the part. (Watch it run.)“This proprietary UV technology allows us to shift the manufacturing paradigm, to move to assembly after finishing,” says Brewster, citing the roll coating, precision CNC machining and “Pura chemistry that gives it that immediate durability.”
At the Kimball Office Jasper manufacturing operations, the Pura coating has reinvented production of office interior products. “We are able to get color and finishes into areas where we couldn’t,” says Brewster. When finishing after assembly, he says, “the atomized paint wants to bounce back. By finishing our product before assembly we don’t have halos.” (“Halos” are a process defect caused by an inability of the finish material to flow into cracks and corners of the assembled furniture.)
“Indoor air quality was the primary goal,” says Brewster of the Pura coating. It is applied both to solid woods, and to engineered woods, where it especially prevents off gassing.
“There is a serious connection between lean manufacturing and green. If you can eliminate waste, you can improve yield,” says Brewster. A product life cycle assessment made at the design stage also reduces impact during production and after.
The company uses a highly efficient halogen-fired electric stain tunnel which it says cures more quickly than gas ovens.
“We have a data package to manage adding the colorant,” notes Sam Ruckriegel, director of finish and wood technologies. The data file activates directional lamps in the halogen stain tunnel to flash — minimizing energy usage.
“We have cart-to-oven communications,” says Mike McKitrick, quality assurance manager. Wood takes 20 minutes to exit the 120-foot halogen line. The spray coater feeds a 150-foot curing line, removing suspension liquid before a final flash of UV instantly solidifies the Pura. (A Cefla roll coater delivers directly to the UV curing.) Boards are ready to handle as they exit.
At inspection points along the line workers verify the color has been matched. “We preach sequential inspection,” says McKitrick. Pieces that don’t meet the visual inspection standard are returned to the block polisher and repeat the process.
Visual inspection is aided by the fact that the factory floor is well lit and dust free — 3,500- degree Kelvin lighting, with lights placed a uniform distance from the floor. “People are surprised that workers touch every piece that is finished,” says McKitrick. At the final inspection, the color inspector determines whether the piece has hit color before it is shipped. “What people notice is there are a lot of human touches, but we mix it with high technology,” says McKitrick.









Have something to say? Share your thoughts with us in the comments below.