Value. It’s a word that Barry Freiburger does not take lightly. As president of George Guenzler & Sons Inc., it’s Freiburger’s responsibility to ensure that the concept and philosophy of value/value-engineering are inherent in the manufacturing processes and products offered by the Kitchener, ON-based wood components manufacturer.
It’s a diverse line of products to be sure, a fact Freiburger says was done deliberately to offset recessionary impacts as well as competition from low-cost imports. Once predominantly a supplier of residential furniture components, Guenzler has since diversified its capabilities, manufacturing products for eight market segments. Today, more than half of the components sold are frames for office furniture and healthcare seating, with residential building products, such as stair components, representing a quarter of Guenzler’s sales.
Other market segments targeted by the company include: cabinetry, hospitality furniture, residential furniture, store fixtures and table surfaces.
“My philosophy has been to not develop our business like a three-legged stool, but an eight-legged one,” Freiburger says jokingly.
ANOTHER LEG UP
This July Guenzler added another piece to its portfolio with the acquisition of Master Craft Wood Turnings, an Ontario-based firm which traces its roots back more than 80 years.
While there are a lot of synergies between the two wood products manufacturers, Freiburger notes Master Craft’s lines of premium face grain knobs, face grain wooden screw plugs, dowel rods and specialty items also “add another leg to the stool that I wanted.”
The acquisition also exposes Guenzler to an additional customer base, while enabling it to offer expanded capabilities to the company’s existing clientele. And although products will continue to be sold under the Master Craft brand, the production — and employees — have been fully integrated into Guenzler’s facility in Kitchener.
While it was challenging, to say the least, to determine where to best fit the more than 20 new machines into the plant, including the related dust collection and electrical needs, Freiburger notes that “without thinking lean, we never would have been able to do this.”
LEAN MANUFACTURING
It’s been more than 10 years since Guenzler began implementing lean manufacturing at its facility. “Our constant goal is to take all waste out of our processes and only perform what our customer feels adds value to the products we produce,” Freiburger says.
The 75,000-square-foot plant is set up for maximum production flow, with material coming in at one end, and finished goods out the other. The company’s 70-plus employees are involved in all phases of the process, including quality control and value stream mapping.
“We regularly look at every machine in every location in the plant. We have more than 140 woodworking machines, and we want to make sure the product flows through the plant in a logical sequence,” he adds.
That was never more apparent than when the company incorporated Master Craft’s equipment into the layout. The proprietary CNC screw plug and knob machines were located in the turnings area while the dowel machines required a location near the rough mill.
Approximately one-third of the factory floor is dedicated for rough mill. This area is set up to allow the company to either: chop first on the Dimter OptiCut throughfeed crosscut saw, rip first using the Weinig Valu-Rip optimizing ripsaw system, or plane first with the Cantek top and bottom planer.
“This gives us total flexibility in the production line,” Freiburger says.
Currently, 80 percent of components manufactured are custom and 20 percent stock. The company has put an emphasis on small batch processing with increased throughput, while successfully merging technology and old-world craftsmanship throughout the shop.
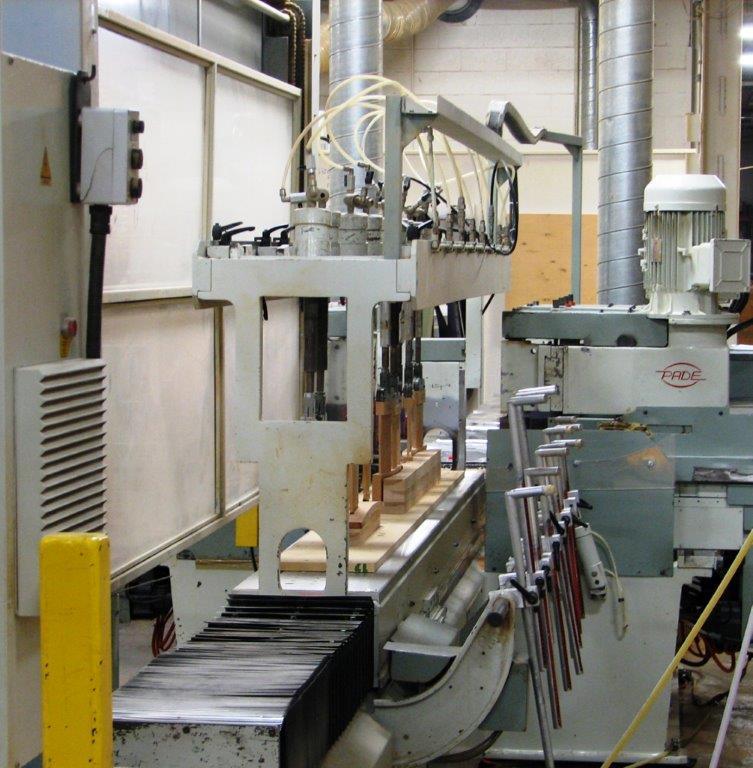
Depending on the parts to be processed, the product moves to a Pade CNC lineal shaper then to the CNC routers or Bacci machining center. In addition to a Shoda Maxi CNC twin-table router and Scm floating head routers, Guenzler has in place a Bacci twin, 12-axis machining center, capable of working the same piece with two heads simultaneously. Purchased in 2011, Freiburger says the Bacci is an example of the company’s emphasis on “lean production,” enabling Guenzler to accomplish in one setup, with one machine, what previously took four setups and two machines.
“Technology helps keep us competitive,” Freiburger notes, adding that the CNCs not only help ensure the repeatability of the products and processes, but also help lower the labor content.
In the separate Lounge cell are two Biesse routers in a butterfly setup, with the material located between the machines being fed to one side or the other. Other equipment in place at the plant includes an Scm sliding table saw, Vitap contour edgebander, high-speed carving machines and Mattison lathes, as well as standard equipment such as shapers and drill presses.
After processing, parts are sanded, then transferred to the sub-assembly area and from there onto final assembly, before shipping.
There is no minimum quantities required on order sizes. As well as small batch processing for immediate shipment, the company also produces product for Kanban (stock replenishment on some high production items).
Guenzler also has some high volume customers that share their sales projections with the company for weekly or daily processing of batch production. This “visibility” in the partnership enables Guenzler to “backfill production with a healthy backlog of work because we know what’s coming,” Freiburger adds.
Components are manufactured from select kiln-dried hardwoods and softwoods, primarily: Adirondack cherry, Appalachian red oak, Canadian hard and soft maple, European beech, walnut, poplar and white pine. A sustainable manufacturer, Guenzler is also Forest Stewardship Council (FSC) Chain of Custody certified.
CHANGING WITH THE TIMES
Guenzler has grown significantly since its founding in 1908. Named for the original owner, the small woodturning manufacturer was purchased in 1974 by Norbert Englisch.
Since then, the components firm has significantly expanded its product capabilities as well as plant size, from 3,000 square feet to its current size of 75,000 square feet.
Freiburger has been with the company since 1988, following his marriage to Nina, Englisch’s daughter. Among his many duties, Freiburger worked with Englisch in transitioning the company in 1999 from a high-volume producer to smaller batch processing, with an emphasis on reduced setup time and increased throughput.
He and Nina have co-owned Guenzler since 2002, and Freiburger’s experiences have helped him steer the 106-year-old company on its current course, while readying it for the next generation.
“How are we going to handle change in the future? How are we going to reinvent ourselves to be the best suppliers for our customers and give them what they need?” he asks. “Those are the questions keeping me up at night. I want to make sure we find the right opportunities.”
SEVEN MANUFACTURING SINS: WHAT TO AVOID
1. Excess inventory
2. Excess transporting product
3. Excess motion/tasks performed
4. Wait time between operations
5. Reworks/rejects
6. Over-processing of the product
7. Over-production of parts







































Have something to say? Share your thoughts with us in the comments below.