"Time waste differs from material waste in that there can be no salvage. The
easiest of all wastes and the hardest to correct is the wasteof time, because wasted time does not litter the floor like wasted material.” -- Henry Ford
While many wood products businesses may not achieve the success of the Ford Motor Company, Henry Ford, its founder left us with the blueprint on how to run an efficient and successful manufacturing company. His critical thinking on matters of efficiency, waste and profit ring true today in the application of Lean Manufacturing.
Conceptually, the underlying principle of Lean production is to always question. Can we do things better? How do we eliminate waste in both our efforts and materials? How do we maximize profit and at the same time maintain quality and deliver our product to the market with efficiency and on time? This constant analysis propels us on a journey that is at the heart of Lean thought. But what does this journey look like?
Define Your Objective
Moving forward to achieve efficiency, reduce waste and maximize profit with any woodworking business begins with developing a clear master plan for improvement. Repeating as a mantra, “We can always do better” must be the driving force behind any business’ will to succeed.
Avoiding the pitfalls of getting bogged down within significant problems which can side track the implementation of a lean approach and result in Lean efforts being exerted in vain must be avoided. Clearly the goal is to gain financially, always focusing on the product line that brings the greatest return, but what are your objectives in adopting a lean approach to production?
First, increasing though-put capacity is imperative as ultimately the test of any business system’s efficiency is measured by its inputs and outputs. Next, determining where a system of production breaks down and where bottlenecks occur during production is critical to reaching Lean objectives. In our age of automation and advanced manufacturing and computer technology it is important to determine when upgrades to the current technology are necessary. Minimizing the amount of material handling with the objective of simplifying the manufacturing process is an ongoing concern for any business. Always striving for quality improvement and enhanced safety precautions round out a series of objectives that should offer a guideline for improved performance for any existing business or startup.
Where Are You at Today?
With your objectives defined, your next step on your Lean journey is to do a bit of product analysis, specifically what products are your bestsellers and most profitable items?
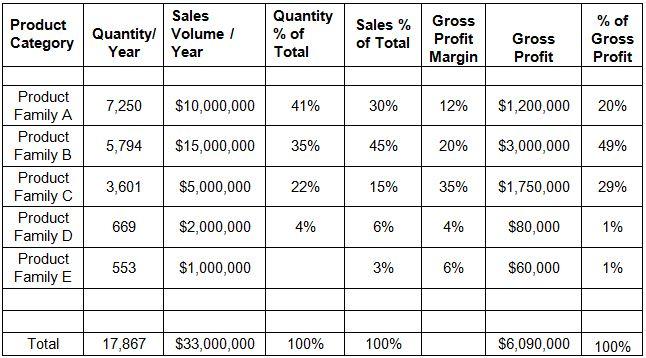
Once you determine the product lines that have the highest profitability, lean thought dictates that you focus on improving their processes, volume and profitability. As the above product matrix indicates, product A is produced at the highest quantity per year at 41% resulting in good results, but not the best results. If you focus your attention on product B, which represents 49% of your gross profit you would reap a higher benefit.
Further analysis of the matrix leads us to determine that opportunities may exist in product C, which is produced at a lower quantity and sales volume but has the highest gross profit margin among all the products at 35%. Looking at the lowest volume and least profitable products D and E helps us to conclude that those products must either be tweaked to increase volume and profit ability or dropped completely as a product line.
Analysis and questions, always questions, this is at the center of lean thought as applied to a cross section of businesses and manufacturing endeavors. Once a detailed analysis of what products, by volume, produce the highest return, your attention must be drawn to the process by which these items are generated. Begin by selecting three to five models for each of the product groups.
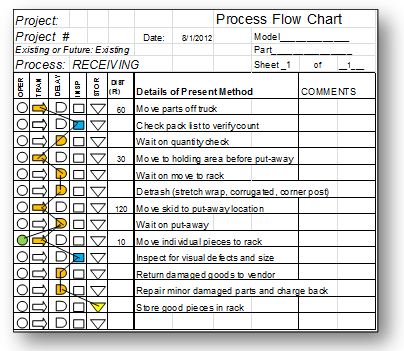
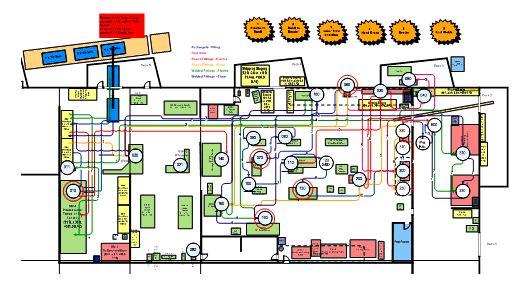
Start with a process flowchart and define a map of where each process begins and where each ends.
Necessary to the understanding of the process is to determine the routing sequence as gathered from process route sheets, engineering drawings, bills of materials and by obtaining input from discussions with employees who implement the process in real time. Develop a process/ routing matrix by product; include routing steps and determine labor hours per step by hours and quantity produced.
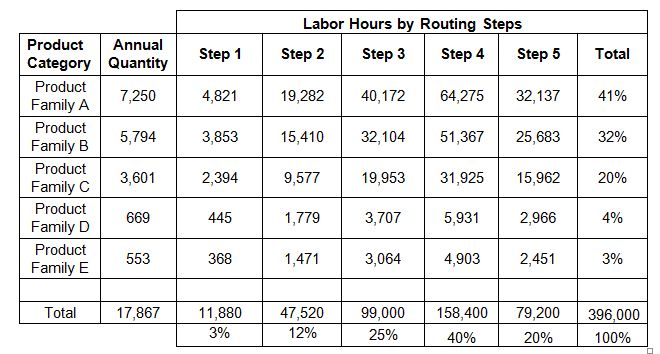
At this point, this analysis should garner a baseline of today’s conditions. That baseline should be your guide to then design your improvements based on your future plans and as you move forward in refining with various product mixes and volumes. This should indicate where to focus your improvement efforts. The following is an example of today’s conditions and mixes.
Begin by modifying these quantities and mixes based on a three- to five-year plan. In analyzing the above example we can point out that Step 4 is consuming 41% of existing labor efforts. This would be the process step to start with, and then move to Steps 3 and 5 respectively.
Continued analysis of Step1 reveals that it would not be prudent to design a best solution for this step since its overall impact on the bottom line is negligible. Further use of this matrix indicates that Product A, Step 4 would represent the current constraint on the process assuming the mix and volumes remain the same.
Analyzing the Current Level of Technology and Process Methods
As businesses grow and become more complex standardization can sometimes be compromised. Determining if multiple work stations are utilizing the same process becomes an important factor in analyzing the current level of technology and process methods. If this is the case all methods should be analyzed to reveal which method is the best. Eliminate poor workplace layouts and methods.
Ask the following questions:
• What is the purpose of the process?
• Why are we doing this process?
• When should this process occur?
• Where should this process occur?
• How should this process be done?
• Who should do this process?
Constant, ongoing refinement of the process is the key to waste elimination. Implement with your employees a policy of best practices. Moving toward a standardized operating procedure that all operators would be trained to follow unless a better way is discovered, agreed upon and proven with quality and quantity results is the goal.
Moderate the volumes of activity planned for the process and evaluate using higher levels of technology. Keep in mind that as a business grows outdated technology becomes a drain on profitability.
Prepare request for quotation for the use of higher technology based on your specific process. Define your criteria in terms of product sizes, quantities, quality specifications and future production volumes. Prepare budgets and timelines to introduce new technology.
In most cases you will not want to spend time on a process that you know is changing unless the effort to correct the process is offset by short term gains. Define improvements in short-term, mid-term and long term technological improvements.
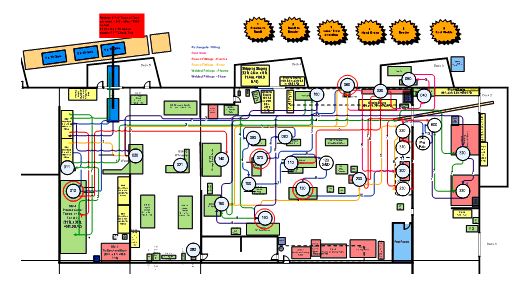
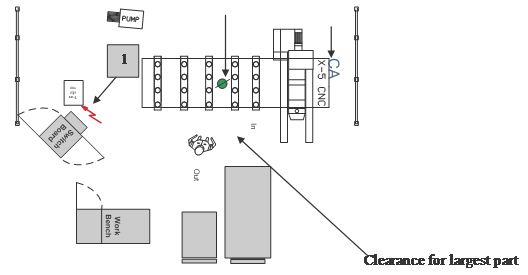
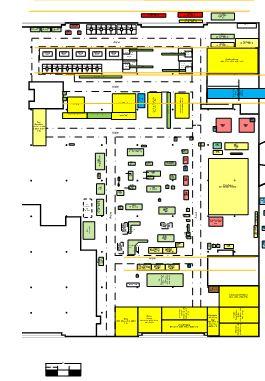
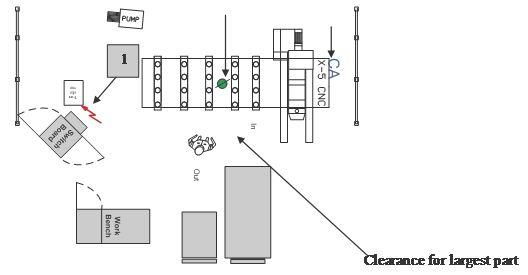
Re-layout Facility to Accommodate Higher Technology and Improvement Plan as Required
As higher technology is introduced with the objective of minimizing waste, increasing production and maximizing profit it may require a revision and re-layout of the facility. Once determined, utilize the Systematic Layout Planning approach as follows:
• Determine projected inputs with product, quantity, routing, support and timing n mind.
• Define process activities.
• Develop activity relationships.
• Determine the space requirements for each activity.
• Adjust and modify the space requirements based on stated requirements.
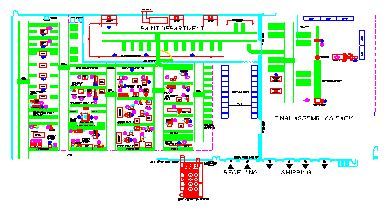
• Prepare three to four preliminary layouts before making a decision to implement.
• Establish evaluation criteria and evaluate alternate layouts.
• Select the best block layout based on the defined evaluation criteria.
• Prepare a final detailed layout showing all service requirements based on location.
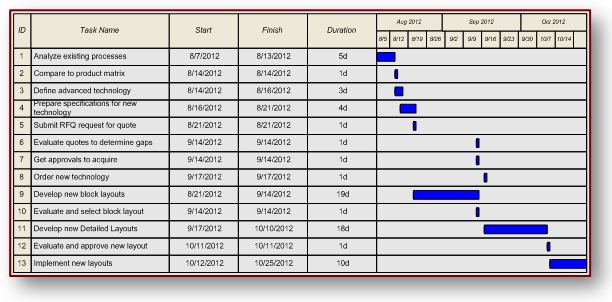
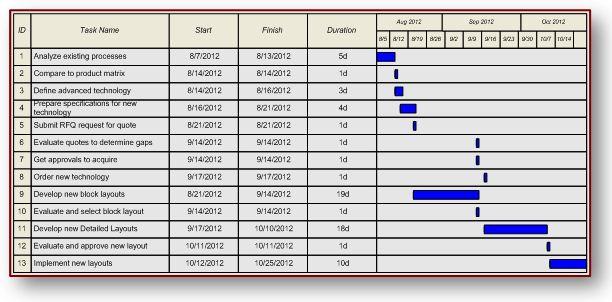
Prepare a tentative project schedule to identify start and end dates for each task working backward from the target completion date.
Prepare the implementation road map and follow it to its conclusion. Taking each step listed below to develop a clear Master Improvement Plan. Your Lean Transformation Journey map is now complete, it’s implementation echoing the thoughts of Henry Ford“ obstacles are those frightful things you see when you take your eyes off the goal.”
Herman Keesee is president of HAK Consulting Services Inc. of Harrisburg, PA. He can be contacted at [email protected].




















Have something to say? Share your thoughts with us in the comments below.