A bit of tooling knowledge can go a long way toward improving the productivity of CNC routers and machining centers in a woodworking plant.
Tops on the list of items impacting today’s router bits is the substrates to be machined. No longer are woodworking operations cutting strictly solid wood or wood-based panels, and changes in tool composition and geometry are reflecting this.
“The variety of materials machined by our customers has grown significantly over the last few years. Not only do we see changes in the substrates or core materials but also in the variety of laminates and surface treatments themselves,” said John Michel, director of Sales and Technical Services at Leuco Tool Corp. “Some materials are more abrasive, some more brittle, and some are very challenging to machine acceptably. Today’s tooling manufacturers must address the variety of these materials while at the same time not requiring customers to have a special tool for each material type.”
Ron Migedt, CEO of Riverside Tool Corp. commented on the “continual addition of low emission adhesives and other fillers into the material” along with new materials being used by wood products manufacturers. “Both of these material developments are demanding more advanced tooling in order to produce the product with acceptable quality.”
He adds, “Now more than ever we are designing tools with the entire product in mind. We work with customers to find out the machine, material, and all factors involved with producing the product. We have advanced our tool designs by innovating with new geometry, such as shear, to achieve the cut quality and chip evacuation needed to meet the customer’s expectations. We have also advanced universal tool technologies, such as multi-profile insert tools, to help customers meet the demands of quick-delivery and small batch sizes.”
Bob Barone, sales manager at Benz Inc., agreed. “I think the ever-widening arena of ‘Engineered Materials’ is the driving force behind new tool design. More and more materials are crossing over between industries today. Classic woodworking shops are now processing plastics and composites as a result of changing architectural specifications. The dust generated by these materials must be removed from the shop atmosphere in accordance with the regulating agencies. Typical dust hoods on machinery do a fine job for wood particulates, however with engineered materials we are constantly pressured to design tool holders and aggregates that aid in expelling the dust precisely at the source.”
Frank Horvath, marketing manager at FS Tool Corp., also commented on the demand for improved dust extraction on the cutting tools, particularly within the CNC routing cells. “We are responding by investing heavily in the research and development of new technologies.”
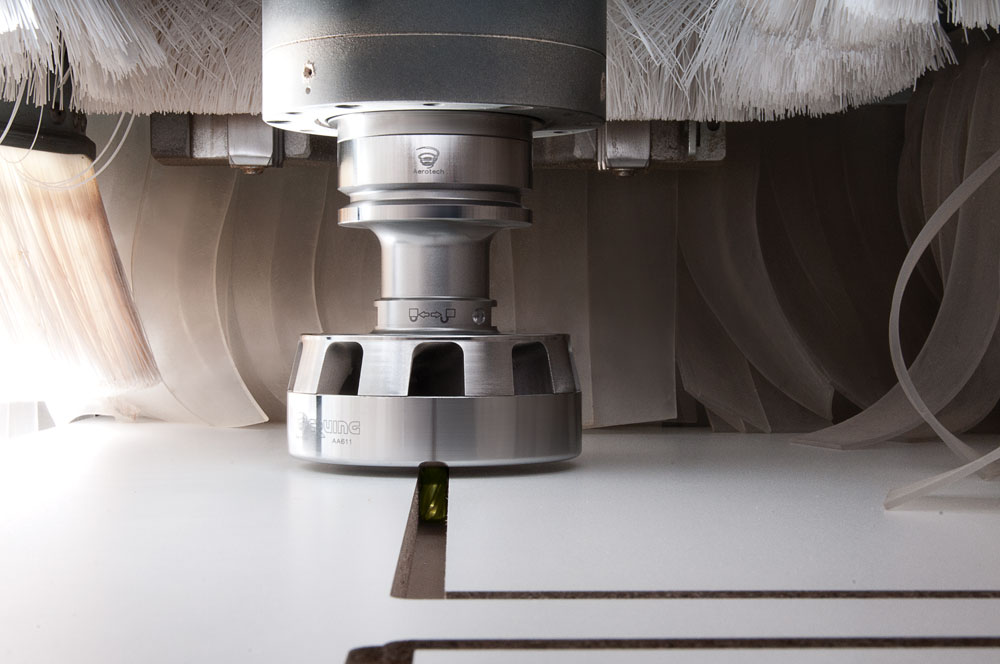
Along with FS Tool, a number of companies, including Royce//Ayr and Leitz, also offer dust extraction systems that move dust and chips away from the cutting tool, thereby reducing heat and “secondary collision damage to the tool.” ”Several tool manufacturers have recognized the benefits associated with improved dust extraction and collection, such as reduced heat build-up, reduced tool damage, and reduced machine downtime due to tool changes and machine clean-up,” said Mark Alster, regional manager at Leitz Tooling Systems LP.
Along with dust extraction, the newer substrates also are impacting the actual material composition of the tool itself.
“The biggest change I see is the hardness of the carbide. We are continually working with the carbide companies to improve on and develop harder and more-wear resistant grades of carbide,” said Chuck Hicks, president of Southeast Tool. “But, this has its challenges, with the harder carbide means the customers are going to have to stay on top of feeds and speeds and change those collets regularly. The higher grades of carbide are so hard it’s extremely fragile and breaks very easily so machine maintenance is a must.”
“Tool life and cut quality are sometimes affected negatively when switching to a new material,” said Mike Serwa, vice president at Vortex Tool Co. Inc. “Oftentimes our customers are forced to switch materials either because of cost savings or because of supply issues.”
He added, “Even though the materials look the same they will oftentimes react differently when being machined.” A site visit can also determine if there is another cause for the problem.
Scott Feimster, vice president Sales & Marketing at LMT Onsrud, added, “We analyze the material, identify its challenges and develop a solution with a combination of [tool] substrate, cutting geometry, coatings and cutting technique.”
He continued, “The foundation of tool engineering is understanding the cutting challenges to define the best substrate. Today’s advanced coatings offer heat resistance and protect the cutting edge of the tool to maximize the return of your highly engineered cutting tool.”
Not only is this relevant to woodworking, but other industries as well, said Marc Wijtenburg, T-Tool USA owner. “We have seen an increased demand for tooling used in the aerospace industry with the main focus on nonferrous materials. Several U.S.-based OEM machine builders whose core business segment is primarily woodworking and plastics have ventured into this market segment.”
Karin Deutschler, president of GUHDO USA, added. “Tooling manufacturers have to look at all aspects that affect the performance of a cutting tool. There is a synergy between cutting tool, collet, tool holder, chip evacuation, spindle speed (and accuracy), feed rate and, of course, the material being machined, and all this must be considered when finding solutions.
“New tool geometries, dust removal attachments, hydro, heat-shrink, or even improving the quality of standard tool holders all play a role in the elimination of unnecessary tolerances at the cutting edge, which, not only provides a cleaner surface finish, but equally important, will reduce overall tooling cost. Many folks shy away from upgrading their cutting tools because of initial expense without giving a second thought to the cost savings they will experience over the life of the cutting tool,” she added.
Maximizing Tools with Holders
In today’s competitive marketplace, tool manufacturers are often tasked with increasing the machine performance. Choosing the correct tool holder for the job is integral to achieving this.
“The most advanced cutting tool in the world in a worn and inaccurate tool holder just became the most advanced, worn and inaccurate tool available. Maximizing the accuracy and rigidity of your tool presentation will result in higher productivity, longer tool life and better quality cuts. If you purchased a three flute tool………you want all three flutes providing a finish cut and all three doing an equal share of the work,” Feimster said.
Serwa agreed. “Tool holding and clamping is an extremely important factor in achieving optimal machining results and is often overlooked as a source of increasing machine performance.”
Options are available that can significantly increase clamping force over standard systems and improve production, “By increasing the clamping force and accuracy of the holding system, users will see less tool vibration, which results in the ability to increase feed rates, extend tool life and extend spindle life,” Serwa added.
Wijtenburg also noted that “Spindle suppliers are now offering more HSK-63A taper tooling to the OEM machine builders giving the end user more tooling options,” whether machining wood, metal or other materials.
Tool balance and concentricity are critical to achieve quality products noted a number of manufacturers, including Hicks, Michel and Migedt.
“You have to run balanced tools,” Migedt said simply. “We are seeing an increased need for highly accurate tool-holding technologies that can provide the support that next generation tools demand; for example an extreme-shear tool will require the best tool-holding to reach its potential. There have been innovations in user-friendly tool-holders with high-clamping pressure that have enabled customers to easily achieve the tool-holding needs that today’s tools are requiring.”
Horvath agreed. “The synergy between the cutting action produced by the tooling and the machine has become a much greater focal point in the last two to three years,” he said.
“This is terrific as the quality of tool holding has a direct correlation to surface finish, accuracy, tool life and changeover downtime that will provide cost savings but also and more importantly improved product quality. Balancing requirements, specifically the target of G2.5 at 18-24,000 RPM has become more frequently demanded by machine manufactures and end users alike. This, in conjunction with improved tool holding, is providing dramatic improvements to production and enables our customers to be even more competitive,” Horvath added.
Barone also noted increased requests for “very dedicated CNC aggregate tool holders designed specifically for a single task. This typically is to eliminate an operation off-line from the CNC machine.”
Alster added, “Tool holders provide the critical link between the machine spindle and the cutting tool. Minimizing tool deflection and maximizing tool concentricity divides the workload evenly across all cutting knives, thereby optimizing cut quality and machine throughput by a factor of at least 30%. Tool rigidity and concentricity also improves tool life by a factor of at least 30%.” He continued, “Heat shrink systems can be integrated alongside existing chuck systems, so primary routing activity can be optimized while maintaining flexibility for more obscure applications.”
The use of clamping systems, such as heat shrink, mechanical shrink and hydraulic, was also addressed by many, with Michel stressing their use for high volume tool applications.
Deutschler added, “Heat-shrink or power shrink tool holders are my preferred tool holder option for insert tooling. The tool body will never need to be removed from the holder as the cutting inserts are simply replaced when dull, and therefore, no accessories are needed. The tool is delivered already mounted and balanced on the holder.” For those using standard tool holders, she recommended that the collet be replaced every 500 machine hours.
“Manufacturing the tool correct from the beginning is a must,” added Hicks. “Then we must have the operators keep up the maintenance on the machine.”
“If there ever was a time to say ‘You get what you pay for, this is it,” added Barone. “To my customers I say; ‘Buy good machinery, learn how to use it and all of the features you paid for and most of all, partner with a good tooling supplier.’ One that will work with you to find the best tooling product for your application.”












Have something to say? Share your thoughts with us in the comments below.